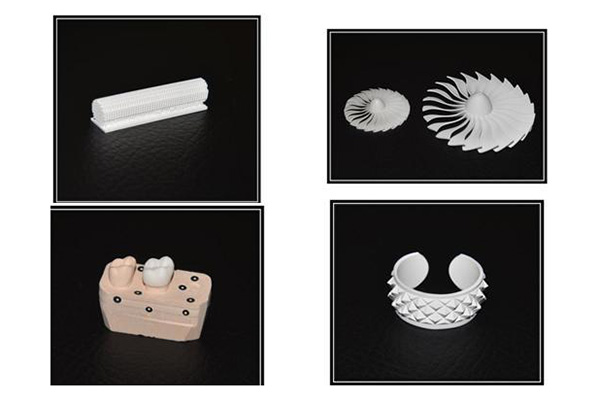
(1)采用上置式紫外激光-振镜扫描固化陶瓷-光敏树脂浆料,形成3D陶瓷生坯件,然后经脱脂与高温烧结,构成高密度、高强度陶瓷件。
(2)采用自制高氧化锆陶瓷容积含量(50%以上)、高黏度的光敏树脂-陶瓷浆料,确保长时间内所含成分不偏析、不沉降,打印的陶瓷器件具有一致的高密度和高机械强度。
(3)采用独特的喷射式加料机构与蠕动式余料回收机构,使得高黏度陶瓷浆能顺畅地由料筒流至工作台,并且能及时回收剩余的陶瓷浆料。
(3)采用独特的可变倾角刮刀式浆料层铺设与刮平技术,从而能根据陶瓷浆料的黏度优化刮刀的倾角,确保25µm厚浆料层均匀、平坦。
(4)运动机构中设有陶瓷颗粒隔离装置,使得在成形缸和加料机构中,不会由于浆料中细小的陶瓷硬粒造成运动障碍和卡死。
(5)激光输出功率与打印速度可自动匹配与控制。
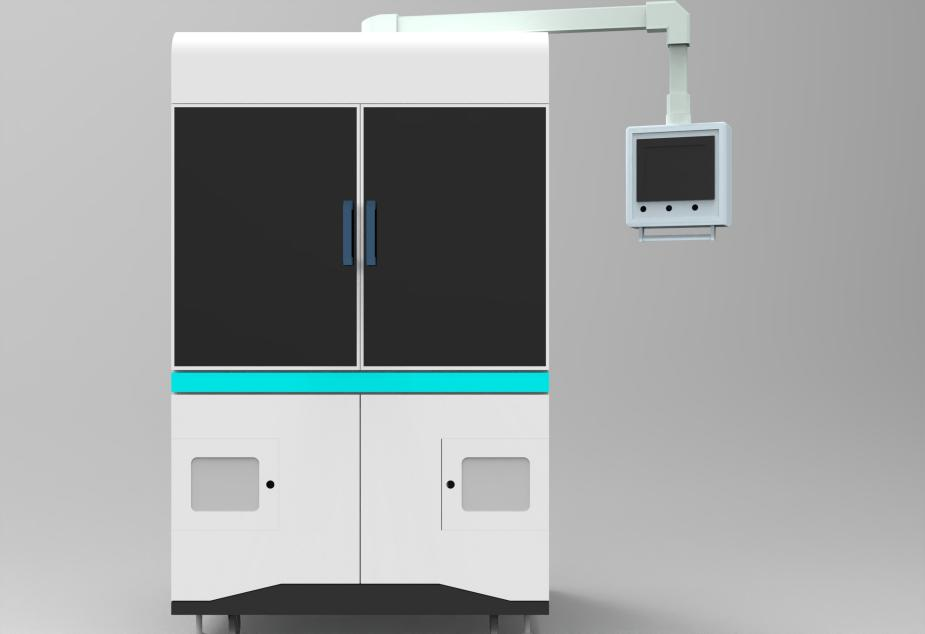
| 型号 | CSL 60(桌面机) | CSL 100(立式机) | CSL 150(立式机) |
| 可打印陶瓷件尺寸(mm) | Φ60×50 | Φ100×50 | Φ150×50 |
| 分层厚度(µm) | 25 | ||
| 激光器 | 紫外,3w,355nm | ||
| 光斑尺寸(µm) | 40 | ||
| 可打印材料 | 氧化锆陶瓷或氧化铝陶瓷-光敏树脂浆料 | ||